
Lubrication of Bearings
Lubrication Basics
General Information
The selection of the lubrication method and the lubricant itself must be an essential part of the dimensioning, to ensure a failure-free operation. A statistical assessment of all roller bearing failures finds the highest failure rate of over 80% is attributed to the lubrication. The lubricant usually is contaminated, inappropriate or obsolete. The following information prime an overview over the lubrication group of themes. It is advisable, concerning roller bearing lubrication to question the lubricant or roller bearing manufacturer.
The main task of the lubrication is to reduce or prevent the metallic contact of the roll and gliding surface, and therefore generate a friction minimisation and reduction wear in the roller bearing. Besides the separation of the metallic surface, the lubrication has further functions:
-
Corrosion prevention
-
Heat dissipation (oil lubrications)
-
Contamination removal from the bearing inside (oil lubrication)
-
Sealing the bearing inside (grease collar and oil-air-lubrication)
Chemical and Physical Basics
Bearing lubrication is distinct in two (physical and chemical) categories. During a physical lubrication the lubricant is being brought into the contact areas of the roller bearing. By the adhesion on the separated surfaces, a lubricating film is building up and the surfaces "swim" upon this lubricating film thus prevent metallic contact. The chemical lubrication is applied, when no full-strength lubricating film is built up and the surfaces are not completely separated. In this case, additive that develop a layer by a tribomechanical resp. chemical reaction, which separates the surfaces, are applied.
A separation layer is not solely built up by additive, but fat thickener and lubricant additive e.g. sold lubricants as well. In special cases, a lubrication with solid lubricants is also possible.
Lubrication State
The life time calculation according DIN ISO 281 demands an enough separation of the metallic surfaces. Thereby the operational life, wear and friction basically correlate with the lubrication state. A lubricating film thickness of a few micrometre is enough to develop a sustaining and separating lubricating film. Three lubrication states are distinguished by the roller bearing engineering that are displayed in a Stribeck curve:

A boundary lubrication does not build up a lubricating film, and the metallic surfaces grind each other. Roller bearings usually run in a boundary lubrication at:
-
to small lubrication amount
-
insufficient operation viscosity
-
unwanted relative movements between the metallic surfaces.
If a boundary lubrication cannot be avoided, enough lubricants with appropriate additive must be used. The additive must build up a carrying layer with the aid of reaction products.
If a lubricating film is developed whose height is not enough to separate the metallic surfaces completely, it is called mixed lubrication.
A heavy lubrication is a lubricating film which height is enough to separate the metallic surfaces completely. For a safe continuous operation, heavy lubrication must always be achieved.

Lubrication Theories
Two theories are used within the roller bearing engineering, for the physical description of a lubricating film build-up. For lightly loaded contact points, for example between the pocket surface and roller body or between the roller body front face and bord, the hydrodynamic theory (HD theory) is used. The theory describes the lift of metallic surfaces by a lubricating film. The elastohydrodynamic theory (EHD theory) is based on the HD theory and considers the elastic deformation of the metallic partner additionally. The EHD theory is used for the rolling contacts lubrication state description.
Lubricant Parameters for the Rolling Bearing Calculation
Lubricant parameters are required for the calculation of the above-mentioned theories and the lubrication film thickness. Besides the concentration, the viscosity hereby is very important. Therefore, it must be pointed out that parameters depend of temperature and pressure.
Viscosity identifies the inverse value of a fluids flowability and is a measure for the inner friction. A high viscosity describes a viscous oil. A low viscosity describes a mobile oil. Viscosity is the highest parameter for lubricating oils. For grease, it always describes the viscosity of the base oil.
In the lubrication theories, the dynamic viscosity η is used. It describes the relation of shear stress and the maximal speed change over the lubrication film thickness vertical to the laminar flow direction and declared in millipascal-seconds (mPa∙s).
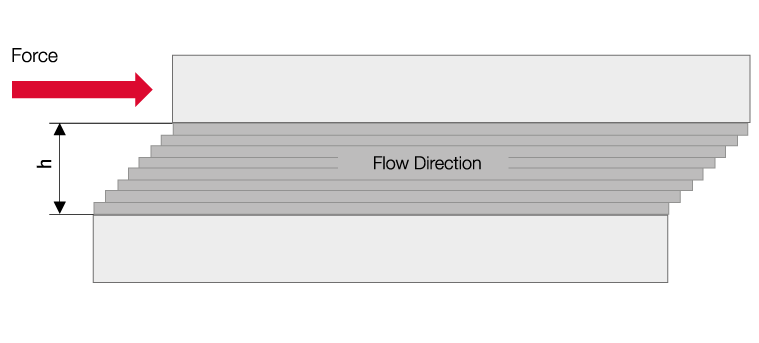
Dynamic Viscosity, h= Lubricating Film Thickness
The kinematic viscosity (v) is used for the roller bearing calculation. It is declared in square millimetre per second (mm²/s) or centistokes (cSt). The kinematic viscosity can be converted to the dynamic viscosity with the aid of the density (ρ in kg/dm³).
Calculation: η = ν ∙ ρ
Note that kinematic viscosity as well as density are temperature dependent. The density depends of the lubricating oil and its refining degree. Synthetic oils mostly have a higher density than mineral oils.
Due to temperature-dependence, lubricant viscosities are declared by standardised temperatures. The higher the temperature the lower the viscosity. It concerns viscosities around 40°C, the so-called nominal viscosity, and around 100°C. With those parameters, the viscosity index (VI) can be determined. The VI states the operation temperature span of the lubricant. The higher the viscosity index the broader the temperature scope of the lubricant.
Lubrication oils were standardised in the DIN ISO 3448 in ISO VG classes on behalf their nominal viscosity.
ISO VG classes according DIN ISO 3448 for industrial oils:
| Maximal deviation | |||
ISO viscosity class | Viscosity | min. | max. |
2 | 2,2 | 1,98 | 2,42 |
3 | 3,2 | 2,88 | 6,52 |
5 | 4,6 | 4,14 | 5,06 |
7 | 6,8 | 6,12 | 7,48 |
10 | 10 | 9,00 | 11,0 |
15 | 15 | 13,5 | 16,5 |
22 | 22 | 19,8 | 24,2 |
32 | 32 | 28,8 | 35,2 |
46 | 46 | 41,4 | 50,6 |
68 | 68 | 61,2 | 74,8 |
100 | 100 | 90,0 | 110 |
150 | 150 | 135 | 165 |
220 | 220 | 198 | 242 |
320 | 320 | 288 | 352 |
460 | 460 | 414 | 506 |
680 | 680 | 612 | 748 |
1000 | 1000 | 900 | 1100 |
1500 | 1500 | 1350 | 1650 |
Besides the temperature dependence, the viscosity also is pressure dependent. At increasing pressure, the viscosity increases in general as well. This must be considered especially for the EHD theory and high pressures (> 500 bar).
Besides the nominal viscosity, the rated viscosity is required for the roller bearing life time calculation. It is speed-dependent and is determined with the aid of the mean diameter of the rolling bearing and the shafts rotational frequency:

Besides the rated viscosity, the operational viscosity is required by the roller bearing calculation. The operational viscosity describes the viscosity of the lubricant at operation temperature. This viscosity is being determined through the viscosity-temperature diagram (VT diagram). The diagram axes are logarithmised. The x-axis shows the operational viscosity, the y-axis shows the operation temperature. With the aid of the nominal viscosity and the viscosity at 100 °C, the diagram shows a straight line. The operational viscosity can only be determined by the operation temperature.

The viscosity relation κ is a measure for the lubrication film thickness within the lubrication gap. It is calculated with the help of rated and operational viscosity.
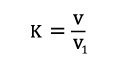

The above figure indicates that values less than 1 describe the mixed friction condition, whereas values greater 1 describe the complete separation of the metallic surfaces. κ =1 describes the border case. A lubrication film is built up which is not fully sustaining.
The relation has a direct influence of the life adjustment factor calculation. This calculation can be found in DIN ISO 281.
A further parameter for the determination of the lubricant is the rolling bearing rotational frequency value. This value is calculated with the aid of the diameter (dm) and the rotational frequency.
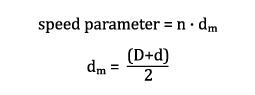
| D | Outer diameter | [mm] |
| d | Inner diameter | [mm] |
| n | Rotational frequency in the operating point | [min-1] |
Lubrication Method
The determination of a suitable lubrication method must be carried out early after choosing the right roller bearing. A lubrication method change during a progressed design status is very time and cost consuming and should be avoided.
Grease Lubrication
The grease lubrication is with 90% share of the roller bearing lubrication the commonly used lubrication method.
| Advantages of a grease lubrication | Disadvantages of a grease lubrication |
Low design effort for the sealing of the bearing position | Increased friction and strong heating by increased grease amount |
Simple design of the relubrication equipment resp. maintenance-free lubrication due to a lifetime lubrication | Wear particles are not removed |
Applies for a broad speed range | No heat dissipation through the lubricant |
Low friction torque |
|
In the most use cases, roller bearings are lubricated for life, this means that the bearings are one-time filled with an application-related type of grease and amount during assembly. It is not necessary to regrease the bearing at normal operation and environmental conditions. A regrease is necessary because of extreme environmental influences, for example high temperature fluctuation, frequent speed changes or a nonavoidable grease aging. Therefore, lubrication feed and discharge channels must be provided. During the design of the channels the pumping of grease must be considered.
The above-mentioned influences have effects auf the regrease interval and the grease amount. The calculation of the regrease interval and regrease amount can be found in the GfT-sheet 3 (Gesellschaft für Tribologie). The following regulations for the grease lubrication must be heeded:
-
Increasing temperatures quicken the grease oxidation
-
At 70°C the grease life span is halved every 10 K
-
At increasing temperatures grease tend to be more fluid, a leak of the housing then is possible
-
In a dirty environment the roller bearings must be regreased more often, to avoid contamination.
Oil Lubrication
Oil lubrication is appropriate if other machine elements are already supplied with oil, e.g. gears in a gearbox.
| Advantages of oil lubrication | Disadvantages of oil lubrication |
heat dissipation via the lubricant | very elaborate design |
adjustability of the operating temperature | sealing against oil leakage |
low start-up friction | maintenance-intensive due to oil and filter change |
The following oil lubrication methods are distinguished:
-
oil sump lubrication
-
circulating oil lubrication
-
oil injection lubrication
-
oil impulse lubrication
-
oil-air lubrication
Oil lubrication is often associated with a high level of design complexity and usually includes auxiliary units such as circulation pump and oil cooler. With the above-mentioned oil lubrication methods, the design complexity and speed suitability are increasing. Oil sump lubrication is easier to implement than oil-air lubrication. It requires a high design effort but offers a higher speed suitability due to the minimum quantity lubrication and the resulting reduced splash losses.
Solid Lubrication
A special case of lubrication is solid lubrication. In this process, a supporting lubricating film is created with bonded coatings, pastes and powders in slowly rotating rolling bearings. Commonly used lubricants are graphite, molybdenum sulphide or PTFE compounds. The solid material can even serve as a component of the rolling bearing. In some applications the solid material replaces the cage of the rolling bearing. Since this is lifetime lubrication, the lubricant is completely used up at the end of the bearing life. A typical application example is the axis bearing of kiln cars.
Selection of a Suitable Lubrication Method
The selection of the lubrication method depends on:
-
the operating conditions of the rolling bearing
-
the desired running behaviour, running noise, frictional and temperature behaviour of the rolling bearing
-
the requirements for safety against premature failure
-
the costs for installation and maintenance of the lubrication system
The requirement for safety against premature failure has the highest priority when choosing the lubrication method. It must be ensured that the lubricant reaches every functional surface contact and is sufficiently available. The presence of lubricant is not guaranteed in the same way for all lubrication methods. For example, with oil sump lubrication, the oil level must be checked at regular intervals. In contrast, the presence of lubricant in a grease-lubricated rolling bearing is always sufficient as long as the grease operating life or relubrication intervals are not exceeded.
Common lubrication methods with detailed instructions
Lubricant | Lubrication method | Equipment for the lubrication method | Constructive measures | Achievable rotation speed characteristic value [min-1 ∙ mm] |
Solid Lubricant | lifetime lubrication | - | - | ≈ 1.500 |
Grease | lifetime lubrication | - | - | ≈ 0,5 ∙ 106 |
Grease | relubrication | handpress grease pump automatic relubrication systems | feed hole grease quantity regulator collecting chamber for used grease | for suitable special greases and bearings: ≈ 2,6 ∙ 106 |
Oil - | oil sump lubrication | dipstick standpipe level control | housing with sufficient oil volume overflow hole connection for control devices | ≈ 0,5 ∙ 106 |
Oil - | circulating oil lubrication | ciculating lubrication systems | sufficiently large holes for oil inlet and oil outlet | ≈ 1,5 ∙ 106 |
Oil - | oil injection lubrication | circulating lubrication system with spray nozzles | oil inlet through directed nozzles oil outlet through sufficiently large holes | tested up to: |
Oil -minimum amounts | oil impulse lubrication | consumption lubrication system drip oiler oil spray lubrication systems | outlet holes | ≈ 1,5 ∙ 106 |
Oil -minimum amounts | oil mist lubrication | oil mist system or oil separator | possible suction devices | ≈ 1,5 ∙ 106 |
Oil -minimum amounts | oil-air lubrication | oil-air lubrication system | possible suction devices | ≈ 1,5 ∙ 106 |
Lubricants
Greases
The basic properties of a grease are determined by the base oil type and viscosity, the thickener and the additives. Mineral and synthetic oils are usually used as base oil. Metal soaps or metal complex soaps are usually used as thickeners. In addition to the base oil and thickener, additives are becoming increasingly important. They are divided into two types:
-
acting on the base oil, e.g. viscosity improver, antioxidation
-
acting on the bearing or metallic surfaces, e.g. corrosion protection and wear protection
A further classification of greases is possible according to their consistency. They are divided into the so-called NLGI classes (National Lubrication Grease Institute). These are standardised according to DIN 51818. The higher the NGLI class the "harder" the grease is. NLGI classes 1, 2 and 3 are frequently used in rolling bearings.
Greases are also subdivided according to their main components thickener and base oil.
Overview of lubrication greases1)
| Grease Type | Characteristics | ||||||
| Thickener | Baseoil | Temperature Range (°C) | Dropping point (°C) | Water Resistance | Pressure Resistance | Suitability for Rolling Bearings | Details |
| Lithium soap | Mineral oil | -30 to +130 | +170 to 220 | +++ | + | +++ | multipurpose grease |
| Lithium soap | PAO (Poly-alfaoelinfine) | -60 to +150 | +170 to 220 | +++ | ++ | +++ | for lower and higher temperatures for high speeds |
| Lithium soap | Ester | -60 to +130 | +190 | ++ | + | +++ | for lower temperatures for high speeds |
| Aluminium complex | Mineral oil | -30 to +160 | +260 | +++ | + | + | multipurpose grease |
| Barium complex | Mineral oil | -30 to +140 | +220 | ++ | ++ | +++ | multipurpose grease steam resistant |
| Calcium complex | Mineral oil | -30 to +140 | +240 | ++ | ++ | +++ | multipurpose grease tends to harden |
| Lithium complex | Mineral oil | -30 to +150 | +240 | ++ | ++ | +++ | multipurpose grease |
| Aluminium complex | PAO (Poly-alfaoelinfine) | -60 to +160 | +260 | +++ | ++ | + | wide temperature range easy to convey |
| Barium complex | PAO (Poly-alfaoelinfine) | -40 to +140 | +220 | +++ | +++ | +++ | high rotation speeds |
| Calcium complex | PAO (Poly-alfaoelinfine) | -60 to +160 | +240 | +++ | +++ | +++ | for lower and higher temperatures for high speeds |
| Lithium complex | PAO (Poly-alfaoelinfine) | -40 to +180 | +240 | ++ | +++ | +++ | wide temperature range |
| Barium complex | Ester | -40 to +130 | +200 | ++ | ++ | +++ | for high rotation speeds for moderate load |
| Calcium complex | Ester | -40 to +130 | +200 | +++ | ++ | +++ | for high rotation speeds for moderate load |
| Lithium complex | Ester | -40 to +180 | +240 | ++ | + | +++ | particularly wide temperature range |
| Silicone | -40 to +180 | +240 | ++ | - | ++ | for light loads only | |
1) Cf. [Brändlein, Johannes (Hg.) (1998): Die Wälzlagerpraxis. Handbuch für die Berechnung und Gestaltung von Lagerungen (korrig. Nachdr. der 3. Aufl. Mainz: Vereinigte Fachverl.]
Guide values for filling the bearing clearance according to the rotation speed characteristic value (rotating inner ring):
Movement Type | Rotation Speed Characteristic Value n∙dm [min-1 ∙ mm] | Degree of fulfillment [% of free bearing space] |
rotating inner ring | < 50.000 | up to 100 |
50.000 - 100.000 | up to 30 | |
> 100.000 | 20-30 | |
> 400.000 | up to 20 |
Guide values for filling the bearing clearance according to the rotation speed characteristic value (rotating outer ring):
Movement Type | Rotation Speed Characteristic Value n∙dm [min-1 ∙ mm] | Degree of fulfillment [% of free bearing space] |
rotating outer ring | < 100.000 | up to 90 |
100.000 - 400.000 | up to 50 | |
> 400.000 | 1-30 |
Oils
Mineral and synthetic oils are basically suitable for the lubrication of rolling bearings. Mineral oils are used most frequently. These must at least meet the requirements of DIN 51517.
Synthetic oils are rarer. They are often used under special and extreme operating conditions, e.g. high temperatures. Synthetic oils are artificially produced in refineries at great expense by splitting hydrocarbons from mineral oils. They therefore have a high degree of purity.
Base oils and their typical characteristics:
| Base Oil | Special Features | Operating Temperatures [°C] | |
| lower | upper | ||
Mineral oil (Min) | most commonly used type of base oil in case of unavoidable water ingress only limited suitability, water is bound as an emulsion, therefore limitation of service life is possible under unfavourable conditions, solid residues (oil carbon) can form and thus impair lubrication | -20 | +120 |
Polyalphaolefin (PAO) | widely used synthetic oil type can be found in lubricants for food approval better oxidation resistance compared to mineral oils mixable with mineral oils | -40 | +150 |
Polyglycol (PG) | critical for aluminium contact mostly not mixable with mineral oils, esters and PAO mostly not water-soluble poor water separation ability | -40 | +150 |
Ester (E) | thermally stable available as a mixture with PAO and mineral oils partly biodegradable low volatility suitable for high rotation speed characteristic values and high temperature reaction with water different, saponification and splitting of the ester possible | -60 | +180 |
Silicone oil (Si) | low load capacity (P/C ≤ 0,03) and wear protection capacity thermally very stable extremely low surface tension steel-steel contacts tend toward fretting | -60 | +200 |
Alkoxy fluorine oil (PFAE, PFPE) | not mixable with other oils oxidation and water resistant rolling bearings must be free from hydrocarbons very expensive compared to mineral oil | -30 | +250 |
The viscosity ratio has already been mentioned above (κ). A value of 2 to 4 is targeted for lubricating oils.
High viscosity oils have a high liquid friction. At low and normal temperatures, oil can accumulate in the supply and discharge lines.
It is not possible to achieve the desired operating viscosity in every application because:
-
the oil choice is determined by other machine components
-
the circulation lubrication requires a sufficiently flowable oil
-
strongly varying operating conditions do not allow a clear choice
In the cases mentioned above, a different viscosity is permissible; if the oil is provided with the appropriate additive (EP additives), it can also be permitted with a lower viscosity. Otherwise, signs of wear and a reduction of the bearing service life must be expected.
The following table shows a choice guide according to operating conditions for lubrication oils. However, it is advisable to consult the lubricant supplier.
Choice guide for lubrication oils:
| Criteria for the choice of oil | Characteristics of the oil to be chosen |
normal conditions: temperature in oil sump up to 100 °C / oil circulation up to 150 °C load ratio P/C < 0,1 rotation speed below the reference rotation speed | use of unalloyed oils alternatively with additives e.g. corrosion or ageing protection code letter L according to DIN 51502 If the viscosity recommendation cannot be implemented, wear protection additives must be provided. |
high rotation speed characteristic values n∙dm > 500,000 min-1 ∙ mm | oxidation stable oil with low foaming tendency good viscosity-temperature behaviour Recommended are synthetic oils such as PAO and Ester. |
high loads P/C > 0.1 or operating viscosity ν lower than related viscosity ν1 | use of oils with high-pressure additives (EP additives) code letter P according to DIN 51502 Suitability of wear protection additives is strongly dependent on temperature. |
high temperatures | In addition to the operating temperature limits, the viscosity-temperature behaviour must be observed. The choice of oil should be made on the basis of oil characteristics. |
Additives
Additives are usually optimised for the respective function. They represent an "alloy" of the oil and enhance oil characteristics, such as
-
corrosion protection
-
oxidation stability
-
wear protection
or gives "new" non-existent characteristics, such as
-
neutralization capacity
-
dispersing capacity
-
emulsifying capacity
Lubricant additives and their effect:
| Additive Type | Additivation | Task |
extreme pressure additive | EP | improvement of the pressure absorption behaviour wear reduction through reaction layer formation |
friction modifier | FM | altered friction in mixed and boundary friction |
wear protection | AW | reduction of mild adhesion-abrasion wear with mixed friction |
corrosion inhibitors | KI | protection of metal surfaces against corrosion |
ageing inhibitors | OI | delay of the oxidative decomposition of the lubricant |
adhesive additive | improved adhesion of the lubricant to the surface | |
detergents and dispersant | improvement of the dirt dissolving and dirt carrying behaviour of the lubricant | |
viscosity improver | improvement of the viscosity-temperature dependence | |
foam inhibitors | avoidance of stable foaming | |
pourpoint-lower | decreasing the pour point | |
Miscibility of Fats and Oils
The mixing of lubricants involves high risks. On one side, some oils and thickeners are not compatible. On the other side, the effect of additives and the performance of lubricant mixtures can only be estimated to a limited extent. Only suitable tests can provide a concrete statement on the miscibility and compatibility of two lubricants.
Before mixing, always check with the lubricant supplier whether mixing is possible.
The mixing of fats should be avoided. If mixing is unavoidable, the following parameters must be observed for both mixing partners:
-
same oil base
-
matching thickener type
-
similar base oil viscosities (max one ISO VG class)
-
same consistency class (NLGI class)
Miscibility of oils: *
| Mineral oil | PAO | Ester oil | PG | Silicone oil | Alkoxy fluorine oil | |
| Mineral oil | mixture generally not critical | mixture generally not critical | mixture generally not critical | mixture not permitted | miscible in individual cases, testing recommended | mixture not permitted |
| PAO | mixture generally not critical | mixture generally not critical | mixture generally not critical | mixture not permitted | miscible in individual cases, testing recommended | mixture not permitted |
| Ester oil | mixture generally not critical | mixture generally not critical | mixture generally not critical | miscible in individual cases, testing recommended | mixture not permitted | mixture not permitted |
| PG | mixture not permitted | mixture not permitted | miscible in individual cases, testing recommended | mixture generally not critical | mixture not permitted | mixture not permitted |
| Silicone oil | miscible in individual cases, testing recommended | miscible in individual cases, testing recommended | mixture not permitted | mixture not permitted | mixture generally not critical | mixture not permitted |
| Alkoxy fluorine oil | mixture not permitted | mixture not permitted | mixture not permitted | mixture not permitted | mixture not permitted | mixture generally not critical |
*Source: Oil Doc GmbH, Brannenburg
Compatibility of different thickener types: *
| Lithium soap | Lithium complex | Sodium complex | Calcium complex | Aluminium complex | Barium complex | |
| Lithium soap | mixture generally not critical | mixture generally not critical | mixture not permitted | mixture generally not critical | mixture not permitted | mixture generally not critical |
| Lithium complex | mixture generally not critical | mixture generally not critical | miscible in individual cases, testing recommended | mixture generally not critical | miscible in individual cases, testing recommended | miscible in individual cases, testing recommended |
| Sodium complex | mixture not permitted | miscible in individual cases, testing recommended | mixture generally not critical | miscible in individual cases, testing recommended | miscible in individual cases, testing recommended | miscible in individual cases, testing recommended |
| Calcium complex | mixture generally not critical | mixture generally not critical | miscible in individual cases, testing recommended | mixture generally not critical | miscible in individual cases, testing recommended | miscible in individual cases, testing recommended |
| Aluminium complex | mixture not permitted | miscible in individual cases, testing recommended | miscible in individual cases, testing recommended | miscible in individual cases, testing recommended | mixture generally not critical | miscible in individual cases, testing recommended |
| Barium complex | mixture generally not critical | miscible in individual cases, testing recommended | miscible in individual cases, testing recommended | miscible in individual cases, testing recommended | miscible in individual cases, testing recommended | mixture generally not critical |
*Source: Oil Doc GmbH, Brannenburg
If the grease type is changed, the used grease must be completely flushed out of the bearing and housing. A mixture of incompatible greases leads to a hardening of the lubricant or to a strong softening of the grease. Both can cause premature rolling bearing failure.